























Revamps for Ageing Ammonia Plants
- 1. Revamps for Ageing Ammonia Plants By; Gerard B. Hawkins Managing Director
- 2. Introduction This presentation highlights some of the retrofits that can be applied to • Improve efficiency • Increase production Safety Efficiency Reliability Throughput Environment
- 3. Introduction Why consider a retrofit? Limitations Options for retrofits Problems and Pitfalls GBHE Catalysts and Retrofits Conclusions
- 4. Why Consider a Retrofit? Plant is • Inefficient • Has poor economics • Production can be increased by elimination of bottlenecks Retrofits generally are more cost effective than new plant builds
- 5. Plant Limitations Six main areas that can limit plant performance Primary
- 6. Plant Limitations Six main areas that can limit plant performance Primary Convection Section
- 7. Air Compressor and Secondary Plant Limitations Six main areas that can limit plant performance Primary Convection Section
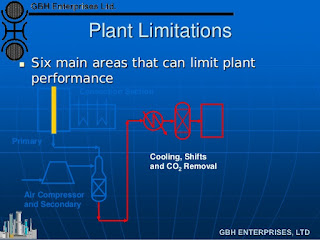
- 8. Plant Limitations Six main areas that can limit plant performance Primary Convection Section Air Compressor and Secondary Cooling, Shifts and CO2 Removal
- 9. Plant Limitations Six main areas that can limit plant performance Primary Convection Section Air Compressor and Secondary Cooling, Shifts and CO2 Removal Compression
- 10. Plant Limitations • Six main areas that can limit plant performance Primary Convection Section Air Compressor and Secondary Cooling, Shifts and CO2 Removal Compression Ammonia Synthesis
- 11. Pre-Reformers Installation of pre-reformer helps to de bottleneck • The primary reformer - reduced box duty • The convection section - heat removal • Eliminates heavies/ poisons Can increase plant rate by up to 11% Will affect steam balance
- 12. Change Catalyst Shape and Size By optimizing catalyst size can • Reduce pressure drop by up to 33% • Reduce carbon formation potential By changing to VULCAN VSG-Z101 can • Reduce ATE/CH4 slip • Reduce Tube Wall Temperatures • Reduce carbon formation potential • Optimize catalyst loading even further
- 13. Primary Reformer Re-Tube By re-tubing reformer can generate large benefits • Reduce pressure drop by 20% • Improve radiant efficiency • Reduce tube wall temperature • Increased plant rate by 3.5% • Further optimize catalyst loading to generate even more benefits
- 14. Combustion Air Pre-heat Installed on many modern plants Has been retrofitted to many plants Must have high stack temperature Allows for large improvements in radiant efficiency • Use less fuel Can allow for plant increases Will increase NOx levels • May require NOx reduction system
- 15. Options for Secondary Reformers Install High Intensity Burner Gun Install improved catalyst • Reduce installed volume - up to 45% • Increase mixing volume Add excess process air • Requires H2 recovery in loop
- 16. VULCAN SG Delta Retrofit for Shift Vessels By installing a specialized support system we can reduce pressure drop significantly GBHE can offer the VULCAN SG Delta which can reduce pressure drop by 50% Allows plant rate increases of up to 0.5%
- 17. CO2 Removal Retrofits Can uprate CO2 removal by • Changing packing • Use more efficient solution Either will help to reduce reboiler duties • In turn allows reduction in steam to carbon ratio GBH Enterprises range of catalysts are designed to operate under these lower steam to carbon conditions
- 18. Water Removal from Synthesis Gas Use either molecular sieves or ammonia washing Can feed synthesis gas to converter inlet • Reduces ammonia content of gas inlet converter therefore increases production • Reduced refrigeration load • No loss of reactants in purge gas
- 19. Converter Retrofits Convert to axial-radial or radial flow Utilize smaller catalyst • Since reaction is diffusion limited increases reaction rate and therefore increased production • Can improve efficiency by 0.5-1.0 GJ/t • Must look at rest of plant Converter exit piping and exchangers
- 20. Converter Retrofits Often link with modifications to circulator • Reduce circulation rate and hence power requirement If converter already modified then can • Modify converter again Use heat exchange rather than quench • Install high activity catalyst VULCAN Series VSG-A101 low pressure synthesis Can be utilized up to 150 bara
- 21. Converter Retrofits Further Options • Add a booster converter Utilize when main converter has reached limit Can achieve up to 30% capacity increases Will need modifications to rest of the plant • Add a synthesis gas converter - for example as done in the Uhde DPUP Utilize when main converter has reached limit Can achieve up to 30% capacity increases Will need modifications to rest of the plant
- 22. Hydrogen Recovery Can increase plant capacity by up to 5% with no other modifications Either • Cryogenic • Membrane If adding excess air to the secondary then must install hydrogen recovery • Even greater capacity increases are achievable since methane slip has been reduced
- 23. Other Retrofits Addition of Saturator Fuel gas preheat Synthesis gas machine suction chilling Modification of synthesis gas machine internals Install AGHR in parallel to existing Waste Heat Boiler Upgrade utilities
- 24. Other Options There are other options There are a number of operational modifications that will improve plant performance for no cost • Reduction in steam to carbon • Raising primary exit temperature • Reduce excess air/oxygen in reformer Energy Audits will help to identify these areas and the benefits of changing process parameters
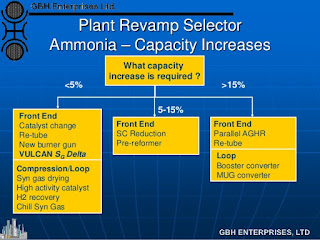
- 25. Plant Revamp Selector Ammonia – Capacity Increases What capacity increase is required ? >15% Front End Catalyst change Re-tube New burner gun VULCAN SG Delta <5% Front End SC Reduction Pre-reformer 5-15% Compression/Loop Syn gas drying High activity catalyst H2 recovery Chill Syn Gas Front End Parallel AGHR Re-tube Loop Booster converter MUG converter
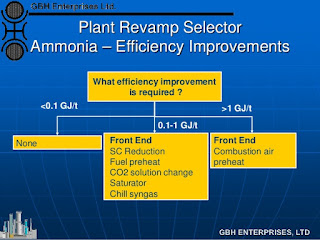
- 26. Plant Revamp Selector Ammonia – Efficiency Improvements What efficiency improvement is required ? >1 GJ/t<0.1 GJ/t Front End SC Reduction Fuel preheat CO2 solution change Saturator Chill syngas 0.1-1 GJ/t Front End Combustion air preheat None
- 27. Problems and Pitfalls Contractor and Contract Must carefully select partners • Must have domain knowledge Design and operations • Must have correct tools • Must be able to supply correct level of detail for study Must select appropriate contract type • LSTK or Reimbursable • Both have advantages and disadvantages
- 28. Problems and Pitfalls Modelling Capability Must use correct tools Model the whole plant using a flowsheeting package • Must include all unit operations • Must develop a robust base case • Must validate against plant data • Must understand deviations • Then develop the retrofit case
- 29. Problems and Pitfalls Retrofit Details The customer and engineering contractor must determine • Precise scope for retrofit • Responsibilities • Key deliverables • A detailed and consistent design basis • Time scale and milestones • Review schedules Summarize as Good Project Management
- 30. Problems and Pitfalls Design Basis Engineering contractor must conduct on site visit • Must work with client • Collect representative plant data • Model and understand plant data • Discuss discrepancies and eliminate • Identify bottlenecks • Identify opportunities for improvement These form the core of the design basis
- 31. Problems and Pitfalls HAZOPs and Commissioning Must use systematic review method to highlight potential problems with retrofit • HAZOPs are a well proven system • Requires time and buy in from all parties • Results as good as quality of people ! Retrofit will change plant parameters • Must update PFDs and P&IDs • Must update operating instructions • Must take additional care during start up
- 32. What Can GBHE Catalysts Offer? GBHE Catalysts Process Technology has developed a detailed flowsheeting package GBHE Modelling for AMMONIA includes • Detailed primary reformer model • Models for secondary reformers, shifts, methanation and ammonia synthesis • Can model in detail the synthesis gas machine Unified, consistent and intelligent process model
- 33. What Can GBHE Catalyst Process Technology Offer? Detail catalyst unit operation models such as the Industry leading VULCAN REFSIM program • Also models for other catalyst unit operations Detail non-catalyst unit operation models such as • Heat exchange programs • Finite Element Analysis • CFD modelling One stop shop
- 34. What Can GBHE Catalysts Offer? Domain Knowledge • Operations Many staff have operations background Troubleshooting clients plants • Design Many staff have detailed engineering background Engineers work on design daily Work with leading contractors on front end and detailed design issues Catalysts Consulting Services Domain Knowledge
- 35. What Can GBHE Catalysts Offer? Can supply any level of detail for retrofit Scoping studies • Front End • What are the best options Front End Engineering • Flowsheets and design of key components Detailed Engineering • Design of all components of retrofit A one stop shop for all your revamp requirements
- 36. One Stop Shop Case Study Re-tube – Present Model Plant Operator Concept Engineer Tube Supplier Catalyst Vendor Tube Installer Catalyst Handler No Communication Detailed Engineer
- 37. One Stop Shop Case Study Re-tube – “One Stop Shop” Model Plant Operator GBHE Concept Engineer Tube Supplier Tube Installer Catalyst Handler Detailed Engineer Seamless Minimum Cost Maximum Benefit
- 38. Case Study - How GBHE Works Strong position due to credibility from previous work Uprate projects • Feasibility Process Uprate study on Naphtha 115%, 130% or 150% cases • FEEP (Front End Engineering Package, what would be needed?) 115% FEEP adopted • Option evaluations and natural gas feed conversion Followed by full Engineering Detail Design Also additional design work on Desulfurization Design Study
- 39. Conclusions Many options for retrofitting an ammonia plant Must select correct options based on • Require capacity increase • Present bottlenecks Must select the right contractor GBHE has all the right expertise and knowledge to develop and design retrofits